



笔者在控制精密磨削的研究中,利用步进电机带动滚珠丝杠作为进给机构,在滚珠丝杠确定后,步进电机的控制精度成为了主要矛盾。
1 步进电机的控制
步进电机在不失步的正常运行时CONTROL ENGINEERING China版权所有,其转角严格地与控制脉冲的个数成正比,转速与控制脉冲的频率成正比。 可以方便地实现正反转控制及调整和定位。 由于步进电机和负载的惯性,它们不能正确地跟踪指令脉冲的启动和停止运动,指令脉冲使步进电机可能发生丢步或失步甚至无法运行。 因此,必须实现步进电机的自动升降速功能。 为了实现速度的变化,输入的位移脉冲指令相应地要升频、稳频、和降频这些脉冲序列,可以由脉冲源加专用逻辑电路来产生,也可以由微型计算机产生。 对于脉冲源加逻辑电路构成的控制器来说,控制逻辑是固定的,即控制电路一经固定CONTROL ENGINEERING China版权所有,其控制逻辑也就固定了。
如果要改变控制逻辑和控制方案,必须改变电路结构和元件参数,而使用计算机控制,不必改动硬件电路,只要修改程序,就可以改变控制方案。 且可以从多种控制方案中,选取一种最佳方案进行控制和调节。 也可以用同一套系统对不同控制方案的多台步进电机同时控制。 利用计算机控制的形式也很多控制工程网版权所有,本文介绍PLC位控单元对步进电机的控制。
2 PLC 系统组成及位控单元的工作原理
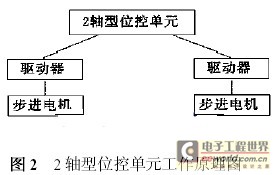
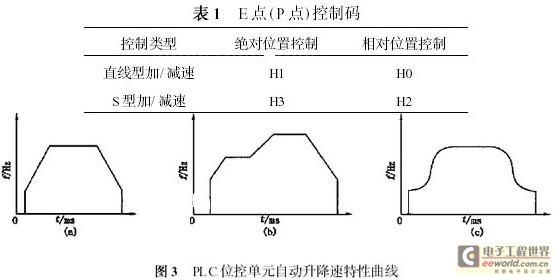
本研究所利用的PLC 系统的组成包括如下七大模块:电源,CPU ,位控单元, I/ O 单元,A/ D ,D/ A 单元。 其中位控单元的主功能是当步进电机(或伺服电机) 与电机驱动器联结时,输出脉冲序列控制电机的转速与转角。 进给机构可以是2 轴型www.cechina.cn,也可以是4 轴型。 本文采用的是前者,即滚珠丝杠的横向进给与纵向进给,如图2所示。 具体地说,位控单元实现速度以及位置的控制方法有多种,如E 点控制(单速度控制) ,如图3(a) 所示;P 点控制(多级速度控制) ,如图3 (b) 所示; 线性加/ 减速和S型加/ 减速,图3 ( a ) , ( b)为线性加/ 减速,S型如图3 (c) 所示。 除此之外还有绝对位置控制和相对位置控制等。 表1 给出了E点控制不同模式的控制码(P 点与其相同) 。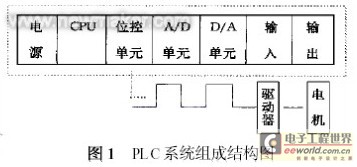
主营:滚珠丝杠|直线导轨|丝杠支撑轴承|直线轴承|进口轴承 电话:022-27358661 传真:022-27687355 手机:18812509555
天津万和盛业轴承 © cnHinWin.com All rights reserved 地址:天津市南开区密云一支路9号广盈商贸A319
 津公网安备 1201040200132号 工信部备案:津ICP备17006904号
津公网安备 1201040200132号 工信部备案:津ICP备17006904号