



摘 要:胶合是三牙轮钻头滑动轴承最主要的失效形式,是影响钻头工作寿命和机械钻速的制约因素。采用在牙轮钻头原大轴颈上镶固定耐磨轴套并用磁控溅射技术在轴套上生成复合涂层,以及采用固定套和浮动套两种装配方式,与原厂原工艺牙轮钻头轴承在牙轮钻头高速轴承试验机上进行了对比试验,探讨了不同材料和结构的三牙轮钻头轴承的性能影响。试验结果表明该方法提高了牙轮钻头轴承的高承载和抗磨损能力,延长其使用寿命。进口轴承代理
关键词:牙轮钻头;涂层;固定套;浮动套;磨损性能;实验研究1.引言牙轮钻头是钻井工程中最主要的破岩工具,其工作性能的好坏直接影响钻井质量、钻井效率和钻井成本。要使牙轮钻头在高速钻井过程中具有较长的使用寿命,首要问题是解决牙轮钻头轴承在高转速下的磨损与胶合问题,使牙轮钻头满足现代钻井技术的要求。为了能有效地提高轴承的抗磨损和高承载能力,采用在牙爪大轴颈处镶衬套,衬套可以选择强度高、热变形小、抗磨损性能好的材料,并通过磁控溅射技术在摩擦面生成复合涂层;并且采用固定套和浮动套两种装配方案,与原厂原工艺的牙轮钻头轴承形成对比;由于复合涂层以及轴套材料的优异性能,提高了轴承的抗磨损和承载能力,进而提高钻头寿命。2.实验部分2.1实验方法及试件制备实验所用试件装配图如图1、图2所示,每一种装配方案实验组件以同样的实验路线方案进行。装配并调试好实验机与实验组件后,进行加载实验,按径向载荷(kg)500、1000、1500、…、6000以及轴向载荷(kg)150、200、250、…、700依次对应从小到大逐步向大加载实验1小时,如果实验组件在试验机最大载荷下仍能工作,则在此载荷下实验到实验组件失效或实验机自动停止运行,若某实验组件在从小到大逐步向大加载实验过程已失效或实验机自动停止运行,则停止该实验组件的实验,换另外的实验组件重新实验。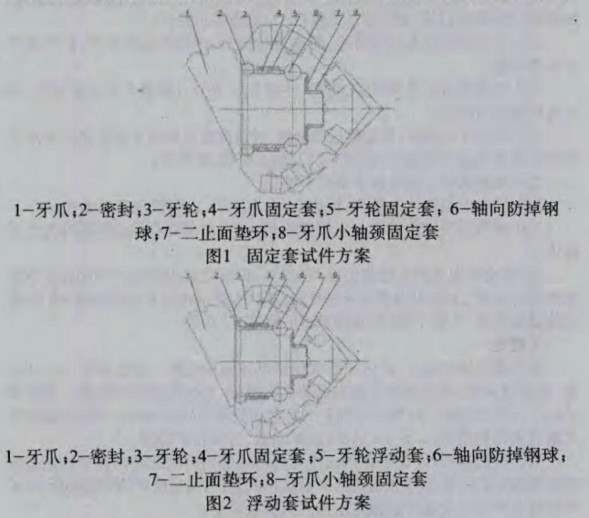 2.2轴承实验条件轴承实验在成都石油总机械厂研制的牙轮钻头高速轴承试验机上进行。根据牙轮钻轴承在工程实际中的应用情况进行了实验,实验装置运行图如图3所示。
2.2轴承实验条件轴承实验在成都石油总机械厂研制的牙轮钻头高速轴承试验机上进行。根据牙轮钻轴承在工程实际中的应用情况进行了实验,实验装置运行图如图3所示。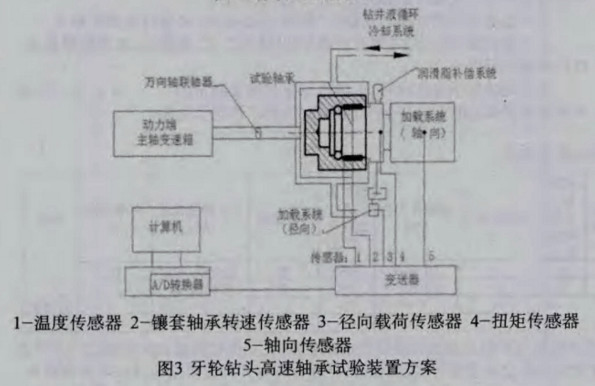 每次实验由计算机自动记录和采集径向力、轴向力和扭矩等参数。每个受力阶段各采集3次,最后取平均值。试验后用计算机处理实验数据算出相应平均值,试件运行总时间,用软尺测量磨痕表面的大致面积。3.实验结果与讨论3.1试件运行时间在相同的实验条件和实验路径下原厂试件、固定套和浮动套试件的总运行时间如图所示。从试件试验运行时间来看,9号、12号试件工作时间相对较长,9号试件运行试件最长,共运行32小时40分钟,其次是12号试件共运行21小时,比-1号试件的10小时40分钟、-2试件的12小时40分钟运行时间长,运行效果好。
每次实验由计算机自动记录和采集径向力、轴向力和扭矩等参数。每个受力阶段各采集3次,最后取平均值。试验后用计算机处理实验数据算出相应平均值,试件运行总时间,用软尺测量磨痕表面的大致面积。3.实验结果与讨论3.1试件运行时间在相同的实验条件和实验路径下原厂试件、固定套和浮动套试件的总运行时间如图所示。从试件试验运行时间来看,9号、12号试件工作时间相对较长,9号试件运行试件最长,共运行32小时40分钟,其次是12号试件共运行21小时,比-1号试件的10小时40分钟、-2试件的12小时40分钟运行时间长,运行效果好。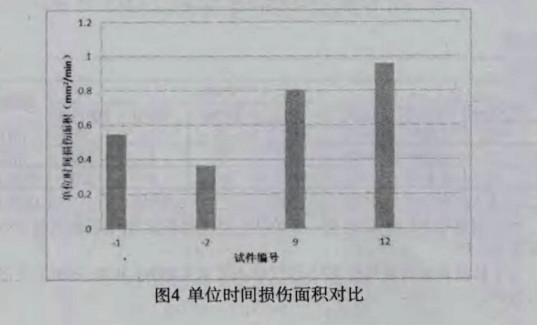 同时-1号试件并未到高载历程加载点(试验运行12小时加载到6T)就已经失效,-2号试件在6T重载下运行3小时45分,9号试件在6T重载下运行21小时40分,12号试件在6T重载下运行11小时。3组试件工作寿命来看,采用镀膜镶套技术的9号与12号试件在重载(6T)下的工作寿命至少高于未采用镶套镀膜技术轴承-2号件3.5倍以上。3.2试件磨损情况从试件损伤情况和损伤面积来看,试件9号、12号的磨损总面积最大,单位时间里的磨损量也最大,试件-2的号的磨损面积最小,单位时间里的磨损量也最小,如图4所示,但是试件9号和12号的运行时间较-2号长。4.结论结合本次轴承试验,可得到如下结论:(1)无镀层牙爪二止面与镀银层垫片之间磨损严重;垫片镀氮化钛与牙轮摩擦副磨损轻微,但有一定磨痕,镀层基本保持60%以上。说明在同等工况下镀钛/银摩擦副比银和无镀层摩擦副寿命更长,体现出涂层技术的减摩、抗磨效果更强;(2)浮动套轴承比固定套轴承的寿命明显增加;(3)牙轮钻头轴承镶衬套并通过磁控溅射镀复合膜及牙轮内孔镀银处理,能显著地提高轴承的抗磨损性能,有效地延长了轴承的寿命;(4)推荐采用12号试件的制作工艺进行固定套轴承制作;推荐9号试件的制作工艺进行浮动套轴承制作。试件12号与试件9号运行试件最长,但是表面磨损较大,可进一步提高表面镀层材料的质量,已达到更好的效果。
同时-1号试件并未到高载历程加载点(试验运行12小时加载到6T)就已经失效,-2号试件在6T重载下运行3小时45分,9号试件在6T重载下运行21小时40分,12号试件在6T重载下运行11小时。3组试件工作寿命来看,采用镀膜镶套技术的9号与12号试件在重载(6T)下的工作寿命至少高于未采用镶套镀膜技术轴承-2号件3.5倍以上。3.2试件磨损情况从试件损伤情况和损伤面积来看,试件9号、12号的磨损总面积最大,单位时间里的磨损量也最大,试件-2的号的磨损面积最小,单位时间里的磨损量也最小,如图4所示,但是试件9号和12号的运行时间较-2号长。4.结论结合本次轴承试验,可得到如下结论:(1)无镀层牙爪二止面与镀银层垫片之间磨损严重;垫片镀氮化钛与牙轮摩擦副磨损轻微,但有一定磨痕,镀层基本保持60%以上。说明在同等工况下镀钛/银摩擦副比银和无镀层摩擦副寿命更长,体现出涂层技术的减摩、抗磨效果更强;(2)浮动套轴承比固定套轴承的寿命明显增加;(3)牙轮钻头轴承镶衬套并通过磁控溅射镀复合膜及牙轮内孔镀银处理,能显著地提高轴承的抗磨损性能,有效地延长了轴承的寿命;(4)推荐采用12号试件的制作工艺进行固定套轴承制作;推荐9号试件的制作工艺进行浮动套轴承制作。试件12号与试件9号运行试件最长,但是表面磨损较大,可进一步提高表面镀层材料的质量,已达到更好的效果。
主营:滚珠丝杠|直线导轨|丝杠支撑轴承|直线轴承|进口轴承 电话:022-27358661 传真:022-27687355 手机:18812509555
天津万和盛业轴承 © cnHinWin.com All rights reserved 地址:天津市南开区密云一支路9号广盈商贸A319
 津公网安备 1201040200132号 工信部备案:津ICP备17006904号
津公网安备 1201040200132号 工信部备案:津ICP备17006904号