



滚珠丝杠有着广泛的应用,包括飞机操纵面、起落架的传动机构、精密机床、汽车转向装置和许多其它的应用。作为最常用的传动零部件,滚珠丝杠的性能对机械组件的质量起着关键的作用。为了防止滚珠丝杠、滚珠螺母和相关部件组装后出现性能问题,对滚珠丝杠进行轴向检测就显得极为重要了。传统轮廓仪的检测方法具有很多的局限性,面临着巨大的挑战。
 滚珠丝杠的典型分析
滚珠丝杠的典型分析挑战一,怎样能够精确地确定滚珠丝杠的接触点
在一个典型的滚珠丝杠组装中,钢球怎样接触到双圆弧尖拱轮廓上、以及接触点的准确位置是最关键的问题。如果控制不好,会导致最终组装后产生过盈现象。泰勒·霍普森的 Form Talysurf® PGI NOVUS 和 Metrology 4.0 软件可以快速确定关键问题。
使用螺旋角补正功能可缩短测量时间
螺旋角补正功能允许沿轴向进行螺旋轮廓的测量并对其进行角度转换,以使其表示为垂直于螺旋角的测量结果。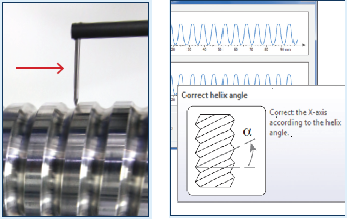 可以沿零件的轴向测量来模拟垂直于螺旋线的测量结果使用具有双圆弧尖拱分析的 Metrology 4.0 软件自动定位接触点
可以沿零件的轴向测量来模拟垂直于螺旋线的测量结果使用具有双圆弧尖拱分析的 Metrology 4.0 软件自动定位接触点
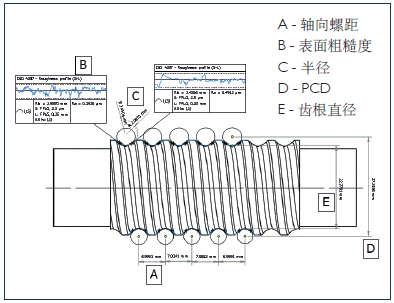
钢球配合双圆弧的实测轮廓,可以显示钢球接触点的准确位置,也可以确定螺距、半径和PCD等参数。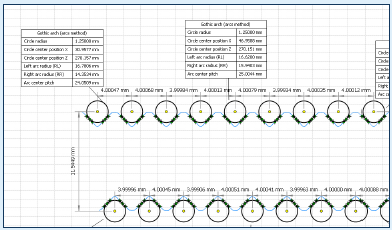 从两次轴向测量中分析螺距、双圆弧尖拱、PCD挑战二,怎样能够精确地找正螺纹?为了精确地测量螺纹的形状,滚珠丝杠必须与测量轴准确对齐,否则测针不会沿着预期的路径进行测量,导致测量的误差。传统轮廓仪在没有平坦圆柱面的滚珠丝杠上找正会遇到困难。泰勒·霍普森的 Form Talysurf® PGI NOVUS 和 Metrology 4.0 软件可以帮助客户轻松地实现零件的找正。
从两次轴向测量中分析螺距、双圆弧尖拱、PCD挑战二,怎样能够精确地找正螺纹?为了精确地测量螺纹的形状,滚珠丝杠必须与测量轴准确对齐,否则测针不会沿着预期的路径进行测量,导致测量的误差。传统轮廓仪在没有平坦圆柱面的滚珠丝杠上找正会遇到困难。泰勒·霍普森的 Form Talysurf® PGI NOVUS 和 Metrology 4.0 软件可以帮助客户轻松地实现零件的找正。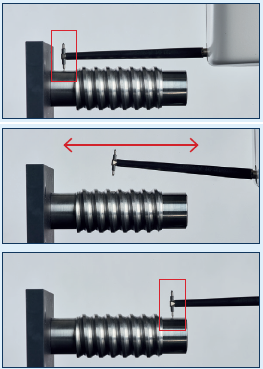 找正方法1:使用两端轴部分找正
找正方法1:使用两端轴部分找正
通过自动找正程序和高精度Y工作台、旋转工作台确定滚珠丝杠两端的顶点位置,并将它们旋转到正确的角度,使零件与测量轴对齐。
找正方法2:使用 Metrology 4.0 的PCS找正
通过 Metrology 4.0 软件中创新的零件坐标系统(PCS)能够精确地控制PGI NOVUS测针的移动和针尖的位置, 将针尖准确地移动到螺纹上非常小的接触区域。再通过在零件本身坐标系(PCS)上创建基于设计图的新原点和轴来完成找正。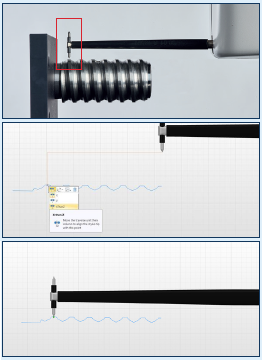 挑战三,怎样能够精确地进行双向测量?
挑战三,怎样能够精确地进行双向测量?
为了充分表征PCD和其它参数,需要对滚珠丝杠的上下两面进行测量,这两面的相对关系是影响滚珠丝杠性能的关键。传统的轮廓仪不能解决这个问题。
Form Talysurf® PGI NOVUS 具有双向测量功能,可以在一个测量过程中完成滚珠丝杠上、下表面的测量。泰勒·霍普森标准器支持正向校准、反向校准和独特的针尖到针尖的距离校准。后者可使针尖位于零件的顶点,确保精确的直径测量。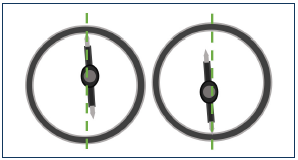 测量直径时, 针尖应位于零件的顶点。
测量直径时, 针尖应位于零件的顶点。
Metrology 4.0 软件可以自动平移零件,以确保满足这一要求。用户自定义分析模板
Metrology 4.0 软件提供的用户定义的分析模板,可以作为分析程序的一部分自动应用到测量中。各项分析参数可根据用户的需要进行显示。模板可保存后重复使用,还可以设置合格/不合格标准,以显示零件是否满足公差要求。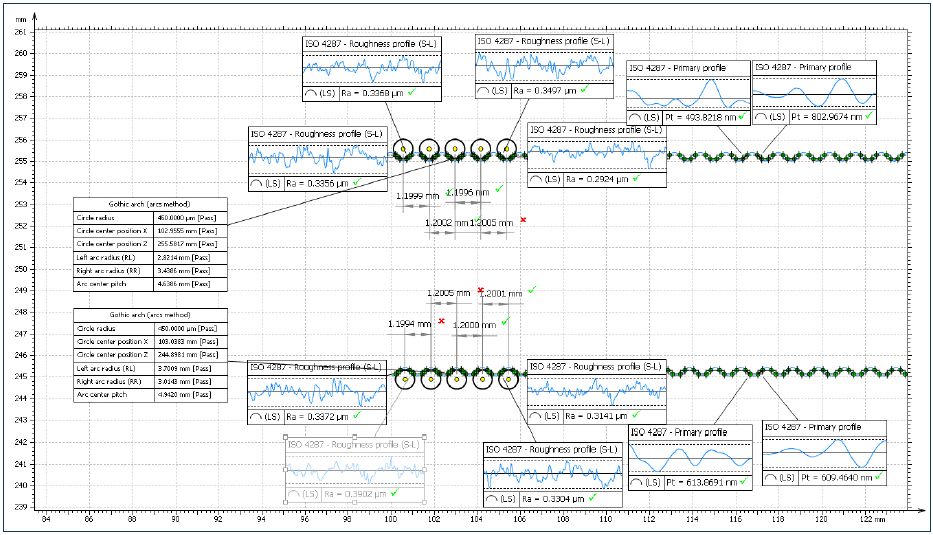
包含表面粗糙度、形状、双圆弧尖拱分析、螺距、PCD和公差的轮廓模板
主营:滚珠丝杠|直线导轨|丝杠支撑轴承|直线轴承|进口轴承 电话:022-27358661 传真:022-27687355 手机:18812509555
天津万和盛业轴承 © cnHinWin.com All rights reserved 地址:天津市南开区密云一支路9号广盈商贸A319
 津公网安备 1201040200132号 工信部备案:津ICP备17006904号
津公网安备 1201040200132号 工信部备案:津ICP备17006904号