



以采用FANUC 0I MATE TC 數控系统和三菱S500变频器的数控车床为例,阐述了主轴控制与维修考核要点,将数控原理与操作编程相结合,将控制原理与诊断维修相结合,通过考核验证等方法手段,可以提高机床维修等相关课程的教学效果。
关键词:机床维修;主轴;变频器
长期以来数控技术专业的主要培养方向被习惯性的认为是数控机床的操作、编程与加工。数控机床维修方向的重视程度相对较弱。这其中的原因之一就是机床维修对知识面要求较广。对机床的操作、编程、电气和机械都有一定的要求。再加上对实践时间和熟练程度方面的需要,职业学校的学生学习起来相对还是比较困难的。如何构建一个够用的数控维修知识体系,提高学生的学习兴趣和可操作性是这类课程教学改革主要解决的问题之一。对于数控技术专业(加工方向)的高职生而言,数控机床变频器故障维修显然是做不到的[1],应该定位于模块级维修而不是元件级或者芯片级。另一种情况是机床的维修往往指定其他情况正常去处理故障[2],这样处理具有一定的盲目性。下面数控车床的主轴控制与维修为例详细介绍将数控原理与操作编程相结合的方法。1 数控车床的主轴控制流程通知这样操作:输入程序M03 S200,工作方式置于MDI方式,循环启动按下,观察主轴是否转动。在这个过程中CNC将速度指令S200处理完后发送到变频器的5和2,这里可以通过万用表测量到一个0~10V的电压信号;CNC将M03处理后发送到PLC,PLC中梯形图对M03做译码等处理,最终的处理结果是输出信号控制继电器线圈,由继电器线圈去控制连接在变频器上的方向控制触点KA5或KA6,变频器接到速度信号和方向信号后才能够执行。数控车床的主轴控制如图1所示。
2 机床电气控制图纸的使用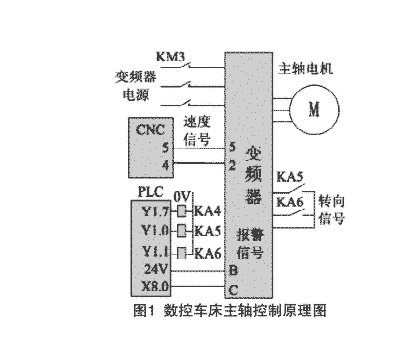 变频器工作的条件非常多,要让学生有条理的系统的理解掌握。通过从电气控制原理图中找到所有和主轴控制相关的元器件、控制电路等能让学生有个清楚完整的认识。将图纸中的电器元件符号与机床、机床电柜中的实物对应起来,可以更进一步掌握机床主轴控制原理。当发生故障时能够查找图纸,思考控制原理,根据故障现象找到故障点进行定位,再用万用表等测量工具进一步判断就可以解决大部分常见故障。3 数控车床的主轴控制中的可操作环节数控车床的主轴控制中涉及机床操作面板,PLC,变频器,接触器和继电器等电气元件。机床操作面板、变频器,接触器和继电器都可以与PLC建立联系。机床操作面板,变频器的报警信号是PLC的输入信号,机床操作面板上的指示灯、继电器的线圈是PLC的输出信号控制的。变频器的电源也是由PLC控制的继电器的触点控制接触器KM3触点通断控制。配有操作面板的变频器本身也有操作切换和参数设置功能,调试时和故障诊断时更加方便。4 数控车床的主轴控制与维修的考核在这里可以根据实践条件设置考核题目,如:手动控制变频器实现主轴以195r/min的转速转动;自动控制(数控编程)机床实现主轴以506r/min的转速转动。这个题目要求对变频器的操作比较熟练,同时数控编程和操作基本知识也要会。还要注意的是自动控制的时候要把变频器的操作模式进行切换。关于PLC参数、数控机床参数、变频器参数等其他内容的考核最好也是建立在其他环节都正常的条件下进行。数控机床维修的学习,实践环节非常重要。合理增加实践操作环节比重,不断思考考核方式和内容提高学生学习兴趣,养成思考问题和分析机床故障的思维习惯,对数控技术专业人才的培养至关重要。在有条件的情况下,学生为其他同学设置故障进行练习后整个学习效果会有很大提升。
变频器工作的条件非常多,要让学生有条理的系统的理解掌握。通过从电气控制原理图中找到所有和主轴控制相关的元器件、控制电路等能让学生有个清楚完整的认识。将图纸中的电器元件符号与机床、机床电柜中的实物对应起来,可以更进一步掌握机床主轴控制原理。当发生故障时能够查找图纸,思考控制原理,根据故障现象找到故障点进行定位,再用万用表等测量工具进一步判断就可以解决大部分常见故障。3 数控车床的主轴控制中的可操作环节数控车床的主轴控制中涉及机床操作面板,PLC,变频器,接触器和继电器等电气元件。机床操作面板、变频器,接触器和继电器都可以与PLC建立联系。机床操作面板,变频器的报警信号是PLC的输入信号,机床操作面板上的指示灯、继电器的线圈是PLC的输出信号控制的。变频器的电源也是由PLC控制的继电器的触点控制接触器KM3触点通断控制。配有操作面板的变频器本身也有操作切换和参数设置功能,调试时和故障诊断时更加方便。4 数控车床的主轴控制与维修的考核在这里可以根据实践条件设置考核题目,如:手动控制变频器实现主轴以195r/min的转速转动;自动控制(数控编程)机床实现主轴以506r/min的转速转动。这个题目要求对变频器的操作比较熟练,同时数控编程和操作基本知识也要会。还要注意的是自动控制的时候要把变频器的操作模式进行切换。关于PLC参数、数控机床参数、变频器参数等其他内容的考核最好也是建立在其他环节都正常的条件下进行。数控机床维修的学习,实践环节非常重要。合理增加实践操作环节比重,不断思考考核方式和内容提高学生学习兴趣,养成思考问题和分析机床故障的思维习惯,对数控技术专业人才的培养至关重要。在有条件的情况下,学生为其他同学设置故障进行练习后整个学习效果会有很大提升。
主营:滚珠丝杠|直线导轨|丝杠支撑轴承|直线轴承|进口轴承 电话:022-27358661 传真:022-27687355 手机:18812509555
天津万和盛业轴承 © cnHinWin.com All rights reserved 地址:天津市南开区密云一支路9号广盈商贸A319
 津公网安备 1201040200132号 工信部备案:津ICP备17006904号
津公网安备 1201040200132号 工信部备案:津ICP备17006904号