



轴承保持架包裹全部或部分滚动体,用以隔离滚动体,引导滚动体并将其保持在轴承内,并随之运动的轴承零件。由于滚动体运动时会产生滑动摩擦,在高速运转条件下,惯性离心力的作用加剧了摩擦、磨损与发热,严重时会造成保持架烧伤或断裂,致使轴承不能正常工作。所以保持架的质量直接影响轴承的使用寿命。
大连瑞谷为世界高端精密轴承提供保持架,其结构、质量、可靠性都达到世界先进水平,尤其是在保持架的结构和质量方面,已经远远领先中国保持架标准,赶超了世界品牌SKF、FAG、TIMKEN等的技术质量水平。
根据兜孔的设计不同,大连瑞谷在保持架的实际生产过程中,会利用各式各样的铣刀,由于生产的保持架产品兜孔结构复杂,而且要求的精度远远高于国内技术标准,所以铣刀的设计和加工精度尤为重要。市场上现有的标准刀具满足不了生产的需要,所以我们加工产品的刀具都是自行设计和制做的非标准专用铣刀,通过铣刀的成型加工,加工出复杂兜孔的各部尺寸。从研发工艺到刀具、夹具工装开发,大连瑞谷解决了加工高端精密轴承保持架的质量和使用寿命技术难题。在特殊兜孔保持架的加工中,我们研发了异形成型铣刀结构与加工方法,解决了高精度的保持架兜孔加工技术难题。
一、高精度异形成型铣刀的设计方案
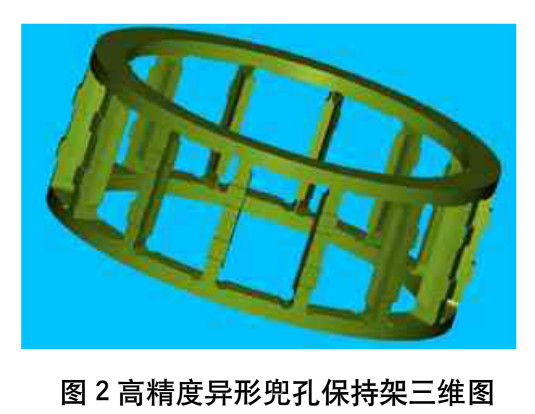
高端精密轴承铜质轴承保持架,因为材质较软、极易变形,尤其是在加工大型轻系列类型轴承保持架时,其兜孔的尺寸公差一般在±0.05mm范围内,并且兜孔形状由圆弧型、锥角型等多种形状构成,加工这样高精度保持架兜孔,不仅在普通镗孔设备难以实现,即便是在五轴加工中心上加工,难度也非常大,很难达到±0.05mm技术标准要求,并且五轴加工中心价格昂贵,大大增加了生产成本。
根据现有技术上的特殊要求,设计一种高精度异形成型铣刀,见图1。这种刀具形状复杂,由斜线、圆弧、直线等多组形状构成,用于铣削保持架兜孔,加工精度可控制在±0.02mm以内。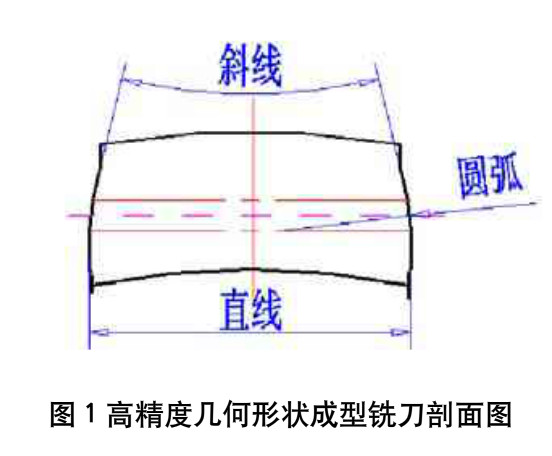
二、高精度复杂几何形状异形成型铣刀的加工方法
这种高精度复杂几何形状的异形成型铣刀的设计难度很大,刀具的加工也是很困难的,目前的工艺方法和装备无法实现这种特殊结构及精度要求,唯一能实现这种加工的设备是数控高精度线切割机床,可以达到这种形状要求。但是在加工中仍然存在很多问题,即使是最先进线切割机床,其本身没有配置精密的装夹装置,必须配置复杂几何形状异形成型铣刀的装夹装置,才能加工出合格成型刀具。
线切割机床加工异形成型刀具装夹装置:见图3。包括1―铣刀2―铣刀外套3―轴向旋转定位螺丝4―上定位板5―侧定位板6―轴向平移间隙调整螺丝7―齿轮8―下定位板,其作用是将需要加工的成型刀具装夹在线切割刀具装夹装置上,通过轴向、径向调整装置不断的调整位置,就可以在线切割设备上加工出复杂的刀具形状。
其中刀具通过7―齿轮的旋转啮合,旋转出所需要的角度,通过3―轴向旋转定位螺丝将旋转好的齿轮定位。如果需要平移微调,需要通过6―轴向平移间隙调整螺丝调整。上定位板4,用来固定齿轮、轴向旋转定位螺丝。侧定位板5,用来固定夹持刀具的刀柄、以及轴向平移间隙调整螺丝。下定位板8,将上定位板、侧定位板统一固定在下定位板上,并且起支撑作用。
三、高精度异形成型铣刀工作过程
首先异形成型铣刀固定在铣刀外套上,铣刀外套连接固定在侧定位板上,通过齿轮旋转铣刀角度,轴向旋转定位螺丝,固定在上定位板,当角度调整好以后,轴向旋转定位螺丝将齿轮固定不动,如果需要调整铣刀轴向平移,可以通过固定在侧定位板上的轴向平移间隙调整螺丝进行适当的调整,整个装置固定在线切割平台上。无论加工刀具的直线、斜线以及圆弧部分,只要将需要的角度以及水平位置,通过齿轮与定位螺丝的适当调整,然后固定。设计人员把在电脑上设计好的刀具各部分形状图形,输入到线切割机上,线切割机再根据输入的图形自动编程,就可以顺利加工出刀具的各个形状。
四、与现有技术相比的有益效果
加工高精度异形几何形状成型铣刀,可以将铣刀装置在线切割设备上,通过旋转与平移进给,制造出复杂刀刃的铣刀,刀刃有多个加工面,切削刃既有圆弧又有斜线,解决了轴承保持架复杂兜孔形状的加工技术难题,通过一把非标的成型铣刀,将3段不同几何形状的兜孔,一次加工完成,保证了兜孔尺寸的一致性,加工出来的保持架兜孔表面粗糙度特别好,可以达到1.6μm以上。不但降低了购买五轴加工中心的生产成本,而且保证了产品精度、提高了生产效率,使轴承保持架质量达到世界先进水平。
主营:滚珠丝杠|直线导轨|丝杠支撑轴承|直线轴承|进口轴承 电话:022-27358661 传真:022-27687355 手机:18812509555
天津万和盛业轴承 © cnHinWin.com All rights reserved 地址:天津市南开区密云一支路9号广盈商贸A319
 津公网安备 1201040200132号 工信部备案:津ICP备17006904号
津公网安备 1201040200132号 工信部备案:津ICP备17006904号