



机械零件的失效和破坏大多数都萌发在表面层,特别是在可能引起磨损、疲劳的条件下工作的零件,表面层的性能尤为重要。化学热处理是利用化学反应,有时兼用物理方法改变钢件表层化学成分及组织结构,以便得到比均质材料更好性能的金属热处理工艺。我公司对轴销类钢件通常采用气体氮碳共渗的化学热处理方法,以提高其耐磨性。但有一些零件经过氮碳共渗后在使用过程中出现了一定程度的咬合现象,有必要找到出现这种情况的原因以及工艺改进方法。
1.问题原因分析对轴销类钢件进行氮碳共渗,可以提高其耐磨性。经化学热处理后的钢件,实质上可以认为是一种特殊复合材料。心部为原始成分的钢,表层则是渗入了合金元素的材料。心部与表层之间是紧密的晶体型结合,它比电镀等表面防护技术所获得的心、表部的结合要强得多。
钢铁零件形成配合关系后,在较大载荷下配合面之间会有粘在一起的可能,这就是咬合。咬合现象的本质是摩擦焊合与机械合金化。缺少润滑和摩擦生热是出现咬合现象的重要原因。氮碳共渗使钢件表面产生的渗层主要是由氮碳化合物和氮碳固溶体组成的。碳原子在氮碳共渗的过程中主要起加速作用,而氮化物则有增加材料表面硬度的功能,因为其本身具有高硬度。因此,用氮碳共渗的方法来提高钢件的耐磨性是通过提高其表面硬度来实现的。在配合面没有润滑剂的情况下,有出现咬合的倾向和可能性。
2.工艺改进方法经分析,将气体氮碳共渗改为盐浴硫氮碳三元共渗可以解决咬合问题。硫氮碳共渗实质上是渗硫与氮碳共渗的结合。与氮碳共渗相比,硫氮碳共渗的优点在于能使钢件表面覆盖一层韧而硬度较低的硫化物层,使摩擦接触表面具有良好的磨合性,同时该层的微孔中可储存润滑油,加之硫化物本身的摩擦系数较低,所以经硫氮碳共渗的钢件具有良好的抗咬合性、减摩性。此外,由于硫的渗入,改变了氮碳化合物的分层状态,减小了渗层脆性和剥落倾向。但硫氮碳共渗层抗摩擦磨损的能力比氮碳共渗要差一些。从理论上讲,经过硫氮碳三元共渗的工件表面会形成硫氮碳化合物层,而该层又分为外侧的疏松层和内侧的致密层两部分,如附图所示。疏松层即上文提到的硫化物层,主要由FeS、FeS2组成;致密层主要由氮碳化物组成,氮碳化物具有高硬度和高耐磨性的特点。因此,钢件经硫氮碳三元共渗后,其表面耐磨性的提高,是建立在致密层的高硬度和疏松层的低摩擦系数二者共同作用的基础上的。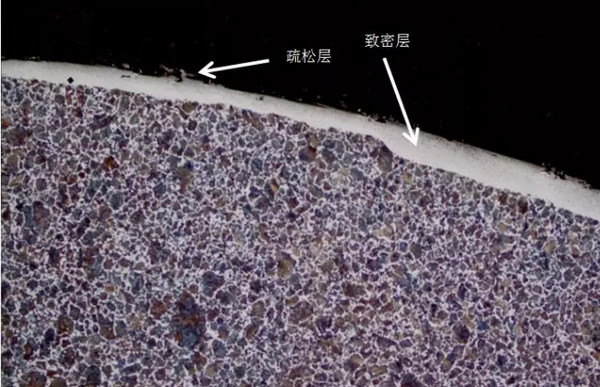 硫氮碳三元共渗处理后的钢件表面金相组织我公司轴销类钢件主要为45钢,其盐浴硫氮碳三元共渗在565℃进行150min,CNO-浓度为(34±2)%。需要指出的是,工件在不同工况中所需的耐磨性、减摩性、抗咬合性略有不同,因此在实际生产中,应根据性能要求调整硫氮碳三元共渗工艺过程中的温度、时间及离子浓度等参数。通过对工艺参数的控制,可以改变三元共渗工件表面疏松层、致密层及整个化合物层的深度,进而调整其性能。3.结语采用硫氮碳三元共渗代替氮碳共渗可以解决轴销类钢件在使用过程中出现咬合现象的问题。钢件经硫氮碳三元共渗后,其表面耐磨性的提高,是建立在致密层的高硬度和疏松层的低摩擦系数二者共同作用的基础上的。在实际生产中,可以通过对硫氮碳三元共渗工艺过程中温度、时间及离子浓度等参数的控制来调整钢件的性能。
硫氮碳三元共渗处理后的钢件表面金相组织我公司轴销类钢件主要为45钢,其盐浴硫氮碳三元共渗在565℃进行150min,CNO-浓度为(34±2)%。需要指出的是,工件在不同工况中所需的耐磨性、减摩性、抗咬合性略有不同,因此在实际生产中,应根据性能要求调整硫氮碳三元共渗工艺过程中的温度、时间及离子浓度等参数。通过对工艺参数的控制,可以改变三元共渗工件表面疏松层、致密层及整个化合物层的深度,进而调整其性能。3.结语采用硫氮碳三元共渗代替氮碳共渗可以解决轴销类钢件在使用过程中出现咬合现象的问题。钢件经硫氮碳三元共渗后,其表面耐磨性的提高,是建立在致密层的高硬度和疏松层的低摩擦系数二者共同作用的基础上的。在实际生产中,可以通过对硫氮碳三元共渗工艺过程中温度、时间及离子浓度等参数的控制来调整钢件的性能。
主营:滚珠丝杠|直线导轨|丝杠支撑轴承|直线轴承|进口轴承 电话:022-27358661 传真:022-27687355 手机:18812509555
天津万和盛业轴承 © cnHinWin.com All rights reserved 地址:天津市南开区密云一支路9号广盈商贸A319
 津公网安备 1201040200132号 工信部备案:津ICP备17006904号
津公网安备 1201040200132号 工信部备案:津ICP备17006904号