



:本文介绍了一种新的智能测量装置,采用油缸测量顶紧力,通过与油缸连接的电接点压力表显示顶紧力数值,再与智能存储器相连,实现了重型卧式车床尾座顶紧力智能读取和测量的功能。
现状分析目前,已知的重型卧式车床尾座顶紧力靠压力表目测,测量的顶紧力大小由机床操作者根据工件的质量计算得出,而且不同质量的工件在加工过程需要的顶紧力的大小变化是不同的,需要操作工人随时观察压力表的顶紧力示值变化,这样不仅麻烦,而且一旦顶紧力观察不及时,出现示值偏差会造成严重的安全事故,特别是重型、超重型卧车尾座顶紧力的准确观测对机床安全运行至关重要。智能测量装置的设计原理(1)尾座结构(见附图)设计说明:套筒装在尾座体内上部,心轴结构装在套筒内前部,套筒测力油缸和套筒移动机构装在套筒后部,套筒夹紧、放松机构装在套筒上部,心轴结构装在套筒内前部,套筒液压测力装置装在套筒后上部,套筒移动机构装在套筒后部,套筒夹紧、放松机构装在套筒上部,尾座夹紧、放松机构装在尾座体内下部两侧,尾座移动机构装在尾座体内下部,适于重型、超重型卧式车床使用。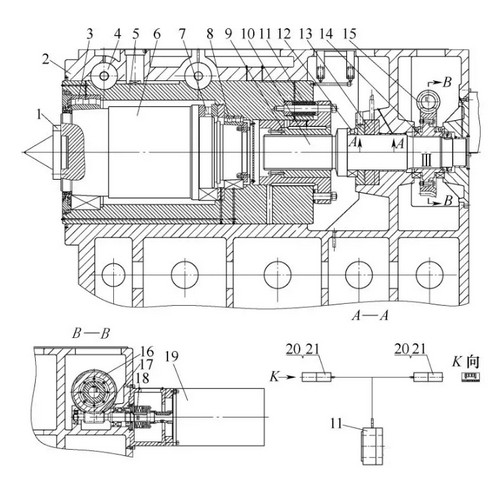 尾座结构图1.顶尖;2.尾座箱体;3.前轴承;4.套筒刹紧棒;5.套筒;6.心轴;7.推力轴承;8.后轴承;9.螺母;10.丝杠;11.热变形补偿碟形弹簧组;12.轴承;13.测力油缸;14、16.蜗轮;15、17.蜗杆;18.转矩限制器;19.套筒移动电动机;20.电接点压力表;21.计算机智能检测存储器套筒内的心轴结构选用高精度的进口轴承支承,动、静刚度好,套筒内设有工件热变形补偿装置,保证加工过程中工件热变形后心轴不起变化,可以有效地抵抗加工过程中的切削力和振动,套筒顶紧测力油缸、电接点压力表、智能存储器和套筒移动机构实现重型卧式车床尾座顶紧力的智能检测。(2)工作原理说明。智能检测机构的特征在于:心轴装在套筒内,顶尖装在心轴内,套筒装有前轴承和后轴承,顶尖顶紧工件,顶紧力通过心轴压紧在套筒后部传到螺母、丝杠,由丝杠转动带动螺母轴向移动,套筒驱动电动机通过转矩限制器带动蜗杆17驱动蜗轮16旋转,再由蜗杆15带动蜗轮14旋转。产生的工件轴向顶紧力作用在测力油缸上,使测力油缸内压力发生变化,变化的压力经电接点压力表储存到计算机智能检测存储器芯片中。通过计算机智能检测存储器可以预先设定各种规格质量的工件所需要的顶紧力值,包括顶紧力最大、最小极限值的预先设定编入程序,以便一旦顶紧力出现异常,释放一个报警信号,系统及时自动发出信号切断套筒驱动电动机,从而实现卧式车床尾座顶紧力智能控制。结语此类尾座结构系统采用油缸测量顶紧力,通过与油缸连接的电接点压力表显示顶紧力数值,再与智能存储器相连,实现了重型卧式车床尾座顶紧力智能读取和测量的功能。这种重型卧式车床尾座顶紧力的智能检测,对机床加工工件精度和安全的提高有了可靠保证,实现了卧式车床尾座顶紧力智能控制,结构简单、安全可靠,特别是重型、超重型卧车尾座顶紧力的智能检测,对机床安全运行更加重要。
尾座结构图1.顶尖;2.尾座箱体;3.前轴承;4.套筒刹紧棒;5.套筒;6.心轴;7.推力轴承;8.后轴承;9.螺母;10.丝杠;11.热变形补偿碟形弹簧组;12.轴承;13.测力油缸;14、16.蜗轮;15、17.蜗杆;18.转矩限制器;19.套筒移动电动机;20.电接点压力表;21.计算机智能检测存储器套筒内的心轴结构选用高精度的进口轴承支承,动、静刚度好,套筒内设有工件热变形补偿装置,保证加工过程中工件热变形后心轴不起变化,可以有效地抵抗加工过程中的切削力和振动,套筒顶紧测力油缸、电接点压力表、智能存储器和套筒移动机构实现重型卧式车床尾座顶紧力的智能检测。(2)工作原理说明。智能检测机构的特征在于:心轴装在套筒内,顶尖装在心轴内,套筒装有前轴承和后轴承,顶尖顶紧工件,顶紧力通过心轴压紧在套筒后部传到螺母、丝杠,由丝杠转动带动螺母轴向移动,套筒驱动电动机通过转矩限制器带动蜗杆17驱动蜗轮16旋转,再由蜗杆15带动蜗轮14旋转。产生的工件轴向顶紧力作用在测力油缸上,使测力油缸内压力发生变化,变化的压力经电接点压力表储存到计算机智能检测存储器芯片中。通过计算机智能检测存储器可以预先设定各种规格质量的工件所需要的顶紧力值,包括顶紧力最大、最小极限值的预先设定编入程序,以便一旦顶紧力出现异常,释放一个报警信号,系统及时自动发出信号切断套筒驱动电动机,从而实现卧式车床尾座顶紧力智能控制。结语此类尾座结构系统采用油缸测量顶紧力,通过与油缸连接的电接点压力表显示顶紧力数值,再与智能存储器相连,实现了重型卧式车床尾座顶紧力智能读取和测量的功能。这种重型卧式车床尾座顶紧力的智能检测,对机床加工工件精度和安全的提高有了可靠保证,实现了卧式车床尾座顶紧力智能控制,结构简单、安全可靠,特别是重型、超重型卧车尾座顶紧力的智能检测,对机床安全运行更加重要。
主营:滚珠丝杠|直线导轨|丝杠支撑轴承|直线轴承|进口轴承 电话:022-27358661 传真:022-27687355 手机:18812509555
天津万和盛业轴承 © cnHinWin.com All rights reserved 地址:天津市南开区密云一支路9号广盈商贸A319
 津公网安备 1201040200132号 工信部备案:津ICP备17006904号
津公网安备 1201040200132号 工信部备案:津ICP备17006904号