



一、大型高精度辊面外圆的磨削方法
附图所示大型高位置精度辊,材质为45钢。原来在M1450型万能磨床上磨削时,用工件两端中心孔定位,粗磨辊面,精磨两端轴承位,再用轴承位定位,用千分表检测,其辊面径向跳动误差比图样要求大10多倍(0.04~0.06mm)。想办法几次试磨都不见提高,远远达不到图样要求的径向跳动0.003mm。因此,在不断总结经验的基础上,采用下面的新方法,磨削了几根,均达到了图样的要求。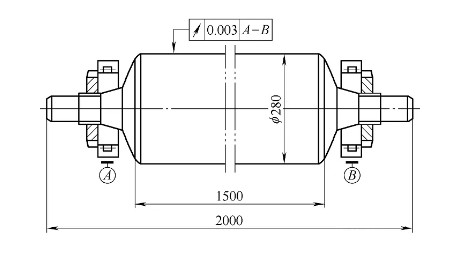
在机械加工中,选择定位基准时,应遵循基准重合、基准统一和互为基准的原则,以达到较高的位置精度。此辊在检测和装配时,都是以轴承位为定位基准。所以在磨削加工时,也应以轴承位作为定位基准,才能达到基准重合、统一和互为基准的原则。
磨削辊面前,先用工件两端中心孔定位,将辊颈(两轴承位)磨至要求。再把检查好的轴承装在两端轴承位上,并用螺母调整好两端轴承的间隙,达到装配使用的要求。
精磨辊面时,先用工件两端中心孔和磨床两顶尖定位后,再用两个封闭中心架分别架在两端轴承外圆上。架好中心架后,把两端顶尖从工件中心孔中退出,在工件左端安装好鸡心夹头,用磨床头架拨杆带动工件旋转进行半精磨。在最后精磨时,必须勤修整砂轮,以保持砂轮锋利,并减小磨削深度,以减小磨削力。还必须调低磨床导轨油压,减小导轨油膜厚度,来提高导轨运动刚度,但必须使工作台运动时无爬行。磨到工艺直径后,必须进行无火花磨削两三个行程。这样磨削后,在大平台上,把轴颈用两个等高V形铁支承在轴承上,用千分表检测辊面各部的径向圆跳动均小于0.003mm。
二、空心细长轴的磨削方法
工件壁厚为孔径的1/6左右、长径比大于15以上的工件,称为空心细长轴。这类工件的毛坯多为厚壁无缝钢管或经过车削钻通孔的活塞杆和检验棒。它们的壁厚不均匀,在车削完外圆后又增大了原有的内应力。在配上孔堵磨外圆时,产生的热量容易引起工件变形和导热不均匀,往往产生单面磨削现象(磨削火花断断续续、时有时无),直接影响磨削后工件的圆度,因而成为磨削时的一大难题。
磨削此类工件前,需要车削外圆。为了便于装夹,先将工件两端面去平并车圆内孔,然后在两端内孔配做带有C型中心孔的孔堵,以便于装卸。在磨削外圆时,为了防止断续磨削和磨后工件不圆以及磨削中的变形和烧伤现象,可将工件一端的孔堵卸下,在工件孔中灌满水,再把孔堵装上。这样既排除了孔中的空气,又改善了散热和冷却效果,减小了磨削过程中工件的受热变形,消除了单面磨削和烧伤现象。磨削完后,卸下孔堵倒出水即可。采用上述方法,在生产中成功磨削了几十根不同材料、不同规格的空心细长轴,都获得了满意的效果。
主营:滚珠丝杠|直线导轨|丝杠支撑轴承|直线轴承|进口轴承 电话:022-27358661 传真:022-27687355 手机:18812509555
天津万和盛业轴承 © cnHinWin.com All rights reserved 地址:天津市南开区密云一支路9号广盈商贸A319
 津公网安备 1201040200132号 工信部备案:津ICP备17006904号
津公网安备 1201040200132号 工信部备案:津ICP备17006904号